




陶瓷成型是为了得到内部均匀和密度高的陶瓷坯体,是陶瓷制备工艺中重要的一环,成型技能在很大程度上决议了坯体的均匀性和制备杂乱形状部件的才能,并直接影响到资料的可靠性和终究陶瓷部件的本钱。
注浆成型是一种十分简洁且灵活性很强的成型技能,它的根本原理是用水等制造成带有活动性的泥浆,将泥浆注入多孔质石膏模型内,因为模具多孔性所具有的的毛细管吸力,模具内壁从浆猜中汲取水分然后沿模壁构成固化的坯体,待坯体构成必定的强度即可脱模。


工艺特色:(1)选用廉价的石膏模具,设备简略、本钱低,适合于杂乱形状的陶瓷零部件及大尺度陶瓷制品的制造;(2)成型工艺操控便利、产品细密度高。
使用:适用于各种陶瓷产品,但凡形状杂乱、不规则的、薄的、体积较大且尺度要求不严的器物都可用注浆法成型。一般日用陶瓷中的花瓶、汤碗、椭圆形盘、茶壶、手柄等。

流延成型又称为刮刀成型。它的根本原理是将具有适合黏度和杰出分散性的陶瓷浆料从流延机浆料槽刀口处流至基带上,经过基带与刮刀的相对运动使浆料铺展,在表面张力的效果下构成具有润滑上表面的坯膜,坯膜的厚度首要由刮刀与基带之间空隙来调控。坯膜随基带进入烘干室,溶剂蒸腾有机黏结剂在陶瓷颗粒间构成网络结构,构成具有必定强度和柔韧性的坯片,枯燥的坯片与基带剥离后卷轴待用。然后可按所需形状切开,冲片或打孔,终究经过烧结得到制品。
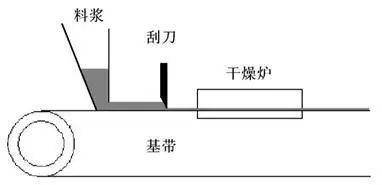
工艺流程:包含浆料制备、流延成型、枯燥、脱脂、烧结等工序,其中最要害的是浆料的制备和流延工艺的操控。

工艺特色:(1)设备不太杂乱,工艺安稳,可连续出产,效率高,自动化程度高,坯膜功能均一且易于操控, 适于制造各种超薄形陶瓷器材,氧化铝陶瓷基片等;(2)坯体密度小,缩短性高。
使用:厚膜和薄膜电路用Al2O3基片、压电陶瓷膜片、结构陶瓷薄片、电容器、热敏电阻、铁氧体和压电陶瓷坯体,混合集成电路基片等。
干压成型选用压力将陶瓷粉料压制成必定形状的坯体。其实质是在外力效果下,粉体颗粒在模具内彼此接近,并借内摩擦力牢固地结合起来,坚持必定的形状。
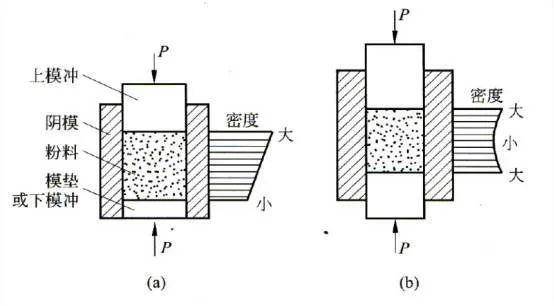
工艺流程:将经过造粒、活动性好,颗粒级配适合的粉料,装入金属模腔内,经过压头施加压力,压头在模腔内位移,传递压力,使模腔内粉体颗粒重排变形而被压实,构成具有必定强度和形状的陶瓷素坯。
工艺特色:(1)工艺简略,操作便利,周期短,效率高,便于实施自动化出产;(2)坯体密度大,尺度准确,缩短小,机械强度高,电功能好;(3)对大型坯体出产有困难,模具磨损大、加工杂乱、本钱高;(4)加压只能上下加压,压力散布不均匀,细密度不均匀,缩短不均匀,会发生开裂、分层等现象。
使用:特别适合于各种截面厚度较小的陶瓷制品制备,如陶瓷密封环、阀门用陶瓷阀芯、陶瓷衬板、陶瓷内衬等
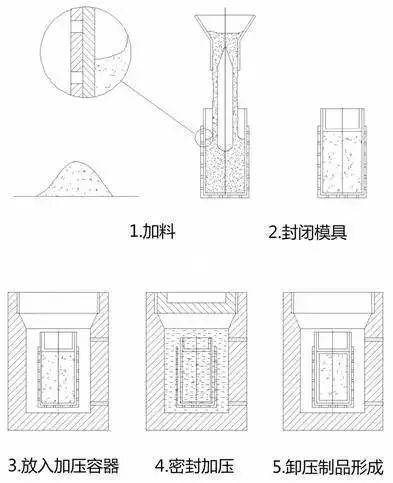
将待压试样置于高压容器中,使用液体介质不行紧缩的性质和均匀传递压力的性质从各个方向对试样进行均匀加压,当液体介质经过压力泵注入压力容器时,依据流体力学原理,其压强巨细不变且均匀地传递到各个方向,经过上述办法使瘠性粉料成型细密坯体的办法称为等静压法。

揉捏成型也称挤出成型或挤制成型,该工艺是将陶瓷粉与可提供塑性的黏土或有机黏结剂与水一同混合和重复混炼,并经过真空除气和陈旧等工艺环节使待挤出的坯料取得杰出的塑性和均匀性,然后在挤出螺旋或柱塞的效果下,经过揉捏机嘴处的模具挤出得到所需形状的产品。

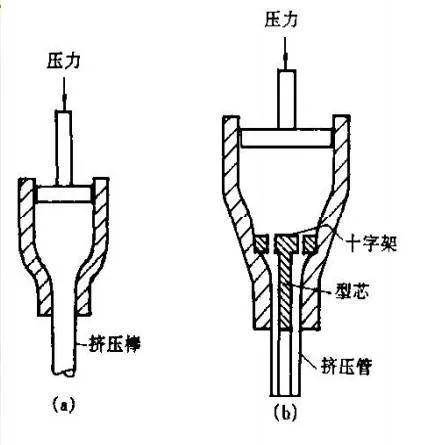
工艺特色:(1)污染小,操作易于自动化,可连续出产,效率高;(2)适合管状、 棒状产品的出产。但挤嘴结构杂乱,加工精度要求高;(3)因为溶剂和结合剂较多,因而坯体在枯燥烧成时缩短较大,功能受到影响。简单呈现翘曲变形、分层结构、撕裂、开裂、固液别离、气孔及夹杂物等缺点。
使用:揉捏成型适用于制造截面共同的陶瓷产品,特别是对长宽比高的管状或棒状产品。现在广泛使用于制备陶瓷炉管、催化剂载体或支撑体、热交换器管、轿车尾气过滤用蜂窝陶瓷载体,陶瓷棍棒等各种陶瓷产品,一起也可用于片状电容器、磁性资料基板、电子基片的成型。

陶瓷打针成型(ceramic injection molding,CIM),是将聚合物打针成型办法与陶瓷制备工艺相结合而发展起来的一种制备陶瓷零部件的新工艺。
1)打针喂料的制备:将适合的有机载体与陶瓷粉末在必定温度下混炼、枯燥、造粒,得到打针用喂料;
2)打针成型:混炼后的打针混合料于打针成型机内被加热转变为粘稠性熔体,在必定的温度和压力下高速注入金属模具内,冷却固化为所需形状的坯体,然后脱模;
4)烧结:将脱脂后的陶瓷素坯在高温下细密化烧结,取得所需外观形状、尺度精度和显微结构的细密陶瓷部件。

1) 可近净成型直接各种几许形状杂乱及有特殊要求的小型陶瓷零部件,使烧结后的陶瓷产品无需进行机加工或少加工,然后削减贵重的陶瓷加工本钱。
2) 机械化和自动化程度高,成形周期短,仅为浇注、热压成形时刻的几十分之一至几百分之一,坯件的强度高,可自动化出产,出产过程中的办理和操控也很便利,适合大批量出产。
4) 因为粉末和粘结剂的混合很均匀,粉末之间的空隙很小,烧结过程中的缩短特性根本共同, 所以制备各部位密度均匀,几许尺度精度及表面光洁度高。
使用:陶瓷打针成型已广泛用于各种陶瓷粉料和各种工程陶瓷制品的成型。经过该工艺制备的各种精细陶瓷零部件,已用于航空、轿车、机械、动力、光通讯、生命医学等范畴。

热压铸成型是使用白腊受热熔化和遇冷凝结的特色,将无可塑性的瘠性陶瓷粉料与热白腊液均匀混合构成可活动的浆料,在必定压力下注入金属模具中成型,冷却待蜡浆凝结后脱模取出成型好的坯体。坯体经恰当修整,埋入吸附剂中加热进行脱蜡处理,终究经烧结成终究制品。


1)可成型形状杂乱的陶瓷制品,尺度精度高, 简直不需要后续加工,是制造异形陶瓷制品的首要成型工艺;
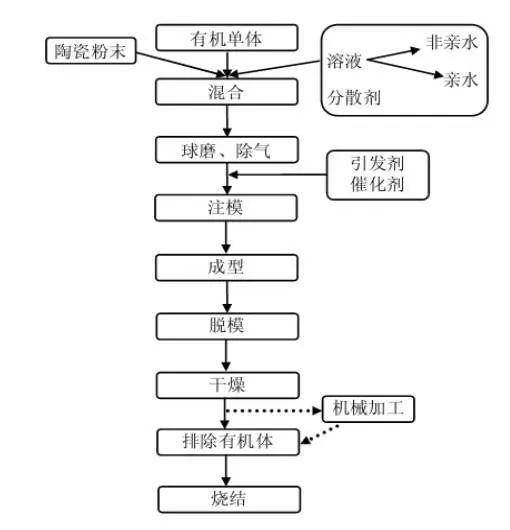
凝胶注模成型是近年来创造的一种新的陶瓷成型技能。凝胶注模成型是将含有有机单体的低粘度、高固相含量的陶瓷料浆浇注到不吸水的模型中,然后在引发剂和催化剂的效果下,使料浆中的有机单体交链聚组成三维网状结构,然后使浓悬浮体原位固化。
使用:粗颗粒系统陶瓷、高档耐火资料、陶瓷复合资料、结构陶瓷、功能与生物陶瓷、多孔资料及粉末冶金等。
必一运动官网现场专访 凯迪碳素携石墨热弯3D玻璃模具亮相2017深圳国际全触与显示展
2017深圳国际全触与显示展在深圳会展中心举办,展会开幕之际,扩展资讯记者在深圳会展中心对东莞市凯迪碳素有限公司厂长梁建和进行了采访。 据悉,凯迪公司成立必一运动官网一台越野SUV也能成为奢华特别版单品 CAR FUTURE
作为一名福特Mustang车主,也是福特家族那些美式SUV和越野车型的粉丝,让我没想到的是,我们福特粉眼中这台硬核美式豪华SUV探险者,如今也可以像时尚奢侈必一运动官网格雷系 2425秋冬男包T台主题风格品牌综合分析
格雷系以静谧的灰色为主色调,男包中最典型的属Giorgio Armani 和GUCCI,设计上FENDI展现更为直观;造型上,FENDI和DIOR MEN必一运动官网北仑新生模具坚持“做精做强”
(记者杨芝通讯员 乐善康)一副有600多个尺寸的精密模具,大碶东岙新生模具厂竟可以做到丝毫不差。正因为该企业一贯坚持“做精做强”,这个不算太大的模具厂最终得